THK RU Series Crossed Roller Rings: Selection, Installation & Application Guide – From a Veteran Engineer
Brothers working on automation, machine tools, and robotic structures probably all know this too well — pick the wrong rotary bearing, and you'll be dealing with endless debugging and after-sales headaches later. Most ordinary crossed roller bearings on the market need extra flanges and bases, which takes time to machine and is easy to install crooked. The precision just won't hold steady.
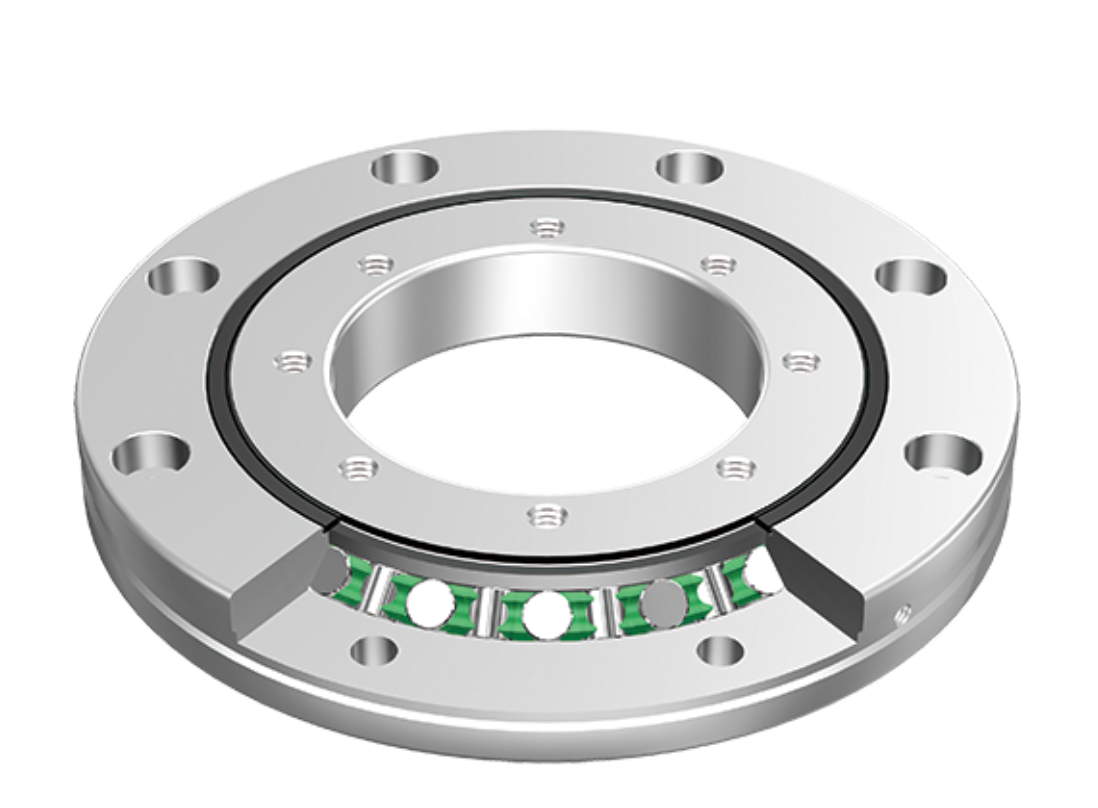
THK's RU series crossed roller rings, on the other hand, are widely recognized as the hassle-free option in the industry. The inner and outer rings are formed as one piece, with mounting holes already machined at the factory. You just get it and bolt it straight on — no secondary processing needed. Anyone who's installed these on site knows the biggest advantages are time-saving, compact structure, and strong anti-tilting performance. They fit most precision rotary stations pretty well.
A lot of people get confused about the differences between RU, RU-H, and RUV. They end up selecting blindly, and then either the speed isn't enough and it stalls, or the load capacity is too low and it deforms. Based on my years of on-site installation and selection experience (and all the pitfalls I've stepped into), I'll explain the differences between the three models, what the suffixes mean, installation details, and suitable scenarios in plain language, with some practical tables. All real workshop-usable stuff.
Core Differences Between the Three Main Models (Direct Reference for On-Site Selection)
Newbies often fall into the trap of thinking these three look similar so they should be interchangeable. Actually, their internal structures are completely different, and the working conditions they suit vary wildly. Pick wrong and you'll get heating, jamming, or drastically shortened life.
| Model | Actual Structure Features | Load Performance | Feel & Working Conditions | Real-World Positioning |
|---|---|---|---|---|
| RU Basic Type | With cage, rollers separated and non-contact, very low friction | Standard load capacity, sufficient and stable | Super smooth rotation, even torque. Fine for medium-low speed and light high-speed back-and-forth. Almost no sticking. | Universal all-rounder. 80% of regular automation equipment can use it safely — easy to debug. |
| RU-H Reinforced Type | Also with cage, thicker rollers + hardened raceway, higher structural strength | About 15% higher load than same-size RU, excellent anti-eccentric load | Same smoothness as RU but much tougher. Handles eccentric loads and heavy duty long-term without easy deformation. | First choice for heavy or eccentric conditions. Must-upgrade for robot joints and heavy fixtures. |
| RUV Full Roller Type | No cage, rollers packed full in the raceway, all-metal hard contact | Strongest static load among the three — top-tier heavy load capacity | Low speed only! High speed causes quick heating, vibration, and fast wear. Only for slow-turning stations. | Special heavy-duty model. Ideal for low-speed heavy load and harsh dusty environments. Never use for high speed. |
Common Specification Quick Reference (No Need to Dig Through Catalogs On Site)
The specs we use most in daily projects are listed here. Dimensions, weight, and matching screws are all organized — perfect for drawing, quoting, and selection without flipping through thick manuals.
| Model | Inner Diameter | Outer Diameter | Thickness | Weight | Matching Screw Spec |
|---|---|---|---|---|---|
| RU42/RUV42 | 20mm | 70mm | 12mm | 0.29kg | M3 |
| RU66/RU66H/RUV66 | 35mm | 95mm | 15mm | 0.62~0.63kg | M4 |
| RU85/RU85H/RUV85 | 55mm | 120mm | 15mm | Around 1.0kg | M5 |
| RU124/RU124H/RUV124 | 80mm | 165mm | 22mm | Around 2.6kg | M5/M8 |
Model Suffix Decoder (So You Never Order the Wrong Thing Again)
Many buyers and new engineers get headaches from suffixes like RU124HXUU-N. Looks like a mess of letters, but each one serves a purpose for installation and environment. Once you get it, ordering becomes mistake-free and no more back-and-forth delays.
| Suffix | Function | Workshop Explanation |
|---|---|---|
| G | Reversed mounting holes | Counter-sunk holes face opposite directions. Useful when space is tight and bolting from both sides is inconvenient. |
| X | Inner ring threaded through holes | Super handy! No need for base counterbores — bolt directly to shaft end. Saves machining cost. Common in robots. |
| U/UU/UT | Sealing structure | UU double-sided seal is workshop standard — dust and water proof. No seal is only for clean labs. Don't use in normal workshops or dust will ruin it fast. |
| -N | With grease nipple | Allows later grease replenishment. Must-have for enclosed or continuously running equipment, otherwise dry running kills life quickly. |
| R/B | Precision grade | B grade is high precision on both rings. For optical inspection or precision index tables. No need to waste money on it for ordinary equipment. |
On-Site Installation Practical Tips (Details Old Hands Don't Usually Share)
RU bearings look simple to install but they're actually quite delicate — thin-walled parts. Uneven force easily causes deformation and sticking. Many precision issues or strange noises aren't bearing quality problems; they're all from bad installation. I've organized the standard procedures and taboos here. Follow them and you'll basically avoid failures.
| Installation Step | Correct Practice | Things You Must Never Do |
|---|---|---|
| Pre-install Cleaning | Wipe mounting surfaces and bearing with alcohol. Clean threads, remove burrs, get rid of all iron chips and oil. | Install with debris — poor contact leads to vibration and drifting later. |
| Bearing Seating | Use rubber mallet to tap evenly around the entire face, slowly seat it with uniform force. | Hammer one spot hard, hit the raceway or edges — internal damage, precision ruined. |
| Tightening Screws | Tighten in diagonal pattern, twice: first lightly to position, then to full specified torque. | Tighten one screw fully at a time — single-side pulling causes deformation and guaranteed sticking. |
| Final Check | Rotate by hand a few turns. Should be smooth, no noise or catching. Add grease if it has a nipple before powering on. | Power on and run with load immediately — problems won't be found until later, causing big after-sales pain. |
Model Selection by Application (Copy Mature Industry Solutions)
No need to guess in design. Every type of equipment has proven choices. I've organized by common scenarios — just match and select.
| Application Scenario | Common Model Combinations | Selection Logic (Plain Talk) |
|---|---|---|
| Industrial Robot Joints / Base | Medium-small joints: RU66/RU85UU; Heavy joints: RU-H; Large base low-speed: RUV | Frequent movement needs smoothness → standard type. Heavy or eccentric load → reinforced. Large base slow heavy → full roller. |
| CNC Rotary Table / 4th Axis | Precision indexing: RU-B; Heavy tooling: RU-H; Low-speed chuck: RUV | Need precision → high-prec version. Need strength → reinforced. Pure low-speed heavy → full roller. |
| Medical / Semiconductor Precision Stations | Mini: RU42/RU66. Clean: no seal. Humid: switch to UU seal. | Clean environments prefer minimal seals. Humid areas need double seals for water resistance while staying clean. |
| Non-standard Multi-station Turntables | Frequent start-stop: RU-UU; Heavy fixture low-speed: RUV | Frequent cycling afraid of sticking → caged type. Pure heavy slow turning → full roller heavy duty. |
Old Engineer Pitfall Summary (Must Read to Avoid Mistakes)
These are real on-site mistakes I've seen. Most newbie selection failures fall into these categories. Remember them and you'll save a lot of trouble and after-sales work.
| Common Wrong Selection | Correct Approach | Failure Consequences |
|---|---|---|
| Using RUV full roller at high speed | Over 10rpm → always use RU or RU-H | Quick heating, vibration & noise, abnormal roller wear. Fails in just months. |
| Using non-sealed bare bearing in dusty workshop | Standard workshop → always UU double seal | Dust enters, rollers jam, precision drifts. Frequent repairs. |
| No grease nipple on hard-to-disassemble equipment | Enclosed or long-running → must add -N | Can't regrease, lubrication dries out, life cut in half. |
| Using standard RU under eccentric load | Eccentric or heavy load → upgrade to RU-H | Insufficient capacity, gradual deformation over time, precision lost slowly. |



